Sealless Pumps for a Safer and Greener World

In industrial processes, the demand for reliable high temperature pumps continues to grow. According to a recent report by the Global Pump Association, the high temperature pump market is projected to reach $1.2 billion by 2025. This surge is driven by industries such as oil and gas, chemical processing, and food production. Each of these sectors requires efficient solutions for transporting fluids at elevated temperatures.
Expert Sam Johnson, a renowned specialist in fluid dynamics, says, "High temperature pumps are crucial for maintaining process efficiency and safety." His insights reflect the significance of these pumps in preventing operational failures. Many companies struggle with pump reliability, often facing challenges like material degradation and thermal shock. It's essential to address these common issues and learn from previous experiences.
High temperature pumps offer unique benefits, including improved energy efficiency and durability. However, understanding the right application for your specific needs is vital. Failure to evaluate your process requirements can result in costly downtimes. By recognizing both the advantages and potential pitfalls, industries can better capitalize on the benefits of high temperature pumps.

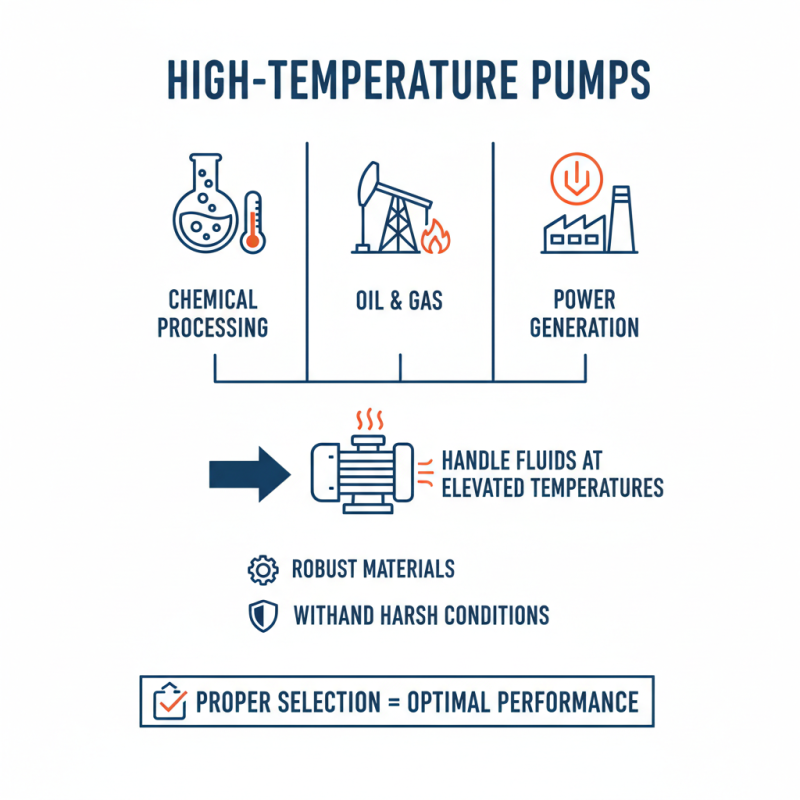
High temperature pumps are essential in various industries, including chemical processing, oil and gas, and power generation. They handle fluids at elevated temperatures effectively. These pumps are designed with robust materials that withstand harsh conditions. Proper selection is crucial for optimal performance.
The functionality of high temperature pumps is based on their ability to maintain consistent flow rates. They manage viscous fluids and corrosive substances. A well-designed high temperature pump minimizes wear and tear. This ensures longevity and reduced maintenance costs. However, some industries may overlook the importance of routine monitoring, leading to potential failures.
Challenges can arise when operating under extreme conditions. Sometimes, pumps may struggle with thermal expansion. This could cause leaks or pressure drops. Industries must pay attention to these potential problems. Investing in reliable technology will save time and resources in the long run.
High temperature pumps play a vital role in various industries. They are essential for applications that demand durability and reliability. These pumps can handle fluids at elevated temperatures, making them ideal for chemical processing and power generation.
In the chemical processing sector, high temperature pumps are commonly used for transporting viscous fluids. According to industry data, nearly 30% of failures are attributed to pump inefficiencies. Therefore, using pumps designed for high temperatures reduces maintenance costs significantly. Many facilities report up to a 25% increase in productivity after switching to suitable pumps.
Energy production is another key industry utilizing high temperature pumps. Power plants often use these systems to move water or steam. The European Market Research Report suggests that the demand for such pumps is expected to grow by 15% over the next five years, driven by a push for more efficient energy systems. However, challenges remain. Pump designs must continually evolve to meet the unique demands of their environments. It's not just about temperature; fluid composition varies widely, impacting performance.
High temperature pumps play a crucial role in various industrial applications. They are specifically designed to handle fluids at elevated temperatures, ensuring efficient operations in demanding environments. Industries such as chemical processing, oil and gas, and power generation greatly benefit from these pumps. This is primarily due to their ability to maintain performance while reducing the risk of equipment failure.
One major advantage of high temperature pumps is their capability to handle corrosive materials. These pumps are often made with specialized materials that resist damage. Consequently, this leads to longer lifespans and lower maintenance costs. In many cases, industries experience a notable increase in productivity. However, not all high temperature pump systems are perfect. Some configurations may lead to unexpected leaks or failures if not maintained properly.
Another benefit is the improved energy efficiency of high temperature pumps. More efficient pumps consume less energy, which translates to cost savings. In environments where temperature control is critical, this efficiency is vital. But not every pump achieves the same efficiency levels. Operators must continuously evaluate their systems to ensure optimal performance, and sometimes overlooked details can lead to significant setbacks.
The chart illustrates various industrial applications of high temperature pumps, highlighting their significance across different sectors. Each bar represents the number of applications suited for high temperature pumping solutions in that respective industry.
High temperature pumps are critical in various industrial applications. Recent technological advancements have significantly enhanced their performance. For instance, the use of advanced materials like silicone carbide can dramatically improve a pump's durability. According to a report by the International Journal of Pump Engineering, these materials can resist temperatures up to 400°C and extend the pump's lifespan by 30%.
Innovative designs are also emerging. High temperature pumps now feature improved seals and bearings, which help reduce maintenance costs. A study by the Pump Research Association highlights that 40% of pump failures are due to seal failures. New seal designs can minimize this risk. However, it's essential to note that even with these advancements, quality control remains a challenge. Manufacturers must ensure consistency to fully leverage these technological benefits.
Moreover, operational efficiency is another key area where improvements shine. Enhanced control systems allow for precise monitoring of flow rates and temperatures. A survey indicates that companies utilizing advanced pumping technologies can achieve a 25% increase in efficiency. Nonetheless, many industries still struggle with their integration. Training personnel to handle new systems effectively is crucial. This aligns with the growing need for a skilled workforce in high-temperature applications.
When selecting a high-temperature pump, consider the material compatibility. Pumps must withstand extreme temperatures and corrosive substances. Stainless steel and special alloys often fit the bill, but not all pumps are made equal. Some materials can degrade faster than expected. You might need to rethink your initial choice based on real-world testing and operational conditions.
Next, focus on flow rate and pressure requirements. These parameters dictate the pump's efficiency and longevity. An incorrect flow rate can lead to overheating and premature failure. Additionally, a pump operating at pressures outside its design can cause significant issues. Regular maintenance checks can mitigate some of these risks, yet they require resources and planning. Don't underestimate these factors when making your decision.
The pump's installation and operation environment is another crucial aspect. Dust, moisture, and temperature fluctuations can affect performance. Ensure that you choose a pump suited for your specific settings. Each industry has unique challenges. You might need to gather data from existing systems to make informed choices. Understanding these nuances is vital for success.
| Application | Typical Operating Temperature (°C) | Fluid Type | Benefits |
|---|---|---|---|
| Chemical Processing | 100 - 350 | Corrosive Chemicals | Durability, Efficiency |
| Oil & Gas | 150 - 300 | Crude Oil, Gas | High Pressure, Reliability |
| Power Generation | 200 - 400 | Steam, Water | Efficiency, Performance |
| Pharmaceuticals | 120 - 300 | High Purity Fluids | Cleanliness, Safety |
| Food Processing | 100 - 250 | Beverages, Oils | Hygiene, Efficiency |