Sealless Pumps for a Safer and Greener World

Canned motor pumps are increasingly essential in diverse industrial applications. Their design combines a motor and pump, creating a compact, efficient solution. According to a recent report by MarketsandMarkets, the canned motor pump market is projected to grow significantly, with a CAGR of 10.2% from 2023 to 2028. This growth reflects the rising demand for energy-efficient solutions in various sectors, including chemicals, pharmaceuticals, and food processing.
Dr. John Peterson, a renowned expert in pump technology, emphasizes the value of these systems, stating, "Canned motor pumps provide unmatched reliability and safety in critical operations." This reliability is crucial for industries that demand precise liquid handling and minimal risk of leakage. However, challenges remain; proper installation and maintenance are vital to realize their full potential.
In summary, leveraging the benefits of canned motor pumps can greatly enhance operational efficiency. Companies must evaluate their specific needs and consider expert advice to make informed decisions. The importance of this technology cannot be overstated, yet, reflection on both benefits and limitations is necessary for proper implementation.

Canned motor pumps are gaining popularity in industrial applications. They are uniquely designed with an enclosed motor, reducing leakage risks. Their compact structure saves space and simplifies installation. This feature is essential in environments where real estate is costly.
One key benefit is the ability to handle a variety of fluids. These pumps are suitable for aggressive chemicals and viscous materials. However, selecting the wrong pump for specific applications can lead to performance issues. It's important to analyze your unique requirements carefully.
Furthermore, reliability is a significant advantage of canned motor pumps. They require less maintenance compared to traditional pumps. Yet, users might overlook routine checks, potentially resulting in unexpected failures. Being proactive in maintenance can enhance longevity and efficiency. Thus, understanding the features and the correct application is vital for achieving optimal performance.
| Feature | Benefit |
|---|---|
| Compact Design | Space-saving installation and easy integration into existing systems. |
| Sealed Structure | Eliminates leakage risks, ensuring safety and reducing maintenance costs. |
| Low Noise Operation | Quiet functioning ideal for environments requiring minimal disturbance. |
| High Efficiency | Enhanced performance results in lower energy consumption and cost savings. |
| Versatility | Suitable for a wide range of applications across various industries. |
| Robust Construction | Durable materials ensure reliability and longevity in harsh environments. |
Canned motor pumps have gained attention in various industrial applications. They integrate the motor and pump components, providing several advantages over traditional pump systems. One significant benefit is their compact design. Many industries face space constraints, and these pumps fit seamlessly into tight spaces.
Traditional pumps often require external motors and complex couplings, increasing the risk of leakage. Canned motor pumps, however, minimize this risk. Their sealed construction means they can operate in environments where contamination must be avoided. This feature is vital in industries like pharmaceuticals or food processing.
Despite their advantages, canned motor pumps are not without challenges. Initial costs can be higher compared to traditional systems. Additionally, the specialized nature of these pumps may require trained personnel for maintenance. Consideration must be given to the specific needs of your operation when choosing between pump types. The decision should be based on reliability, environment, and long-term benefits.
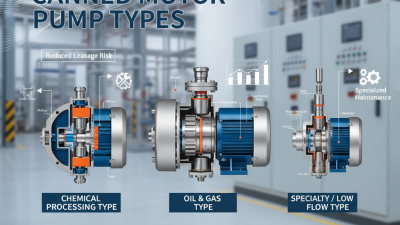
Canned motor pumps have become essential in various industries. They are particularly useful in chemical and pharmaceutical applications. These pumps handle hazardous fluids efficiently while minimizing the risk of leaks. In a world that demands safety and reliability, these pumps stand out.
The oil and gas sector benefits greatly from canned motor technology. They operate in environments that require high reliability. The compact design aids in installation in tight spaces. Additionally, they maintain performance under high pressures, which is crucial in this field.
Canned motor pumps also find use in food and beverage processing. They ensure sanitary conditions by preventing contamination. Their ease of cleaning is a notable advantage. Yet, some operators may struggle with the upfront costs. They must weigh the benefits against budget constraints. This reflection is essential for making informed decisions regarding pump selection.
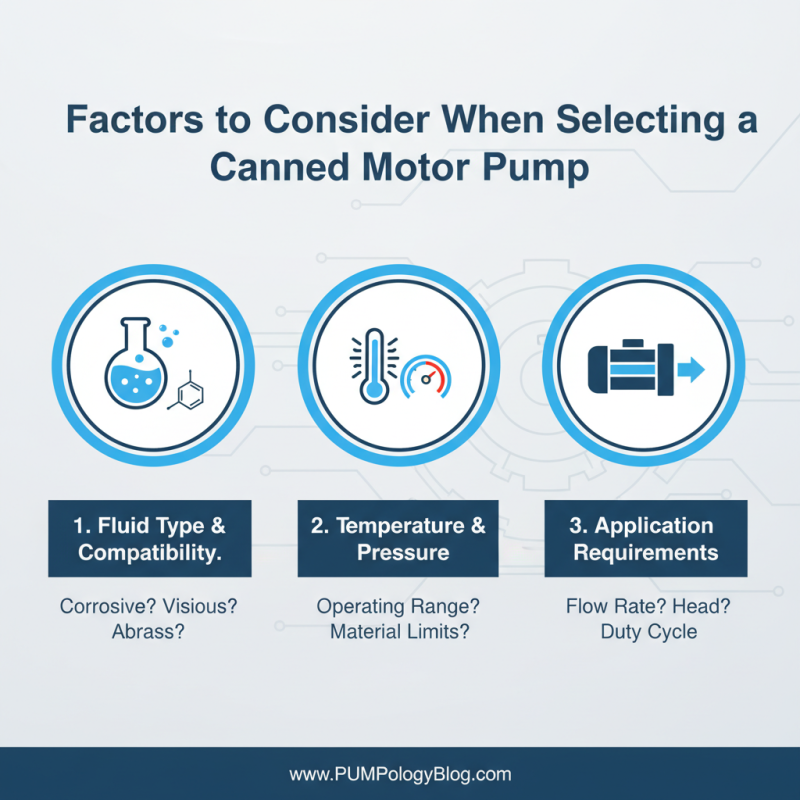
When selecting a canned motor pump, several factors come into play. The fluid being pumped is a critical aspect. Consider chemical compatibility to prevent damage. For instance, corrosive materials require specially designed pumps. Ensure the pump can withstand the particular temperature and pressure of your application.
Another factor to consider is the operational environment. High humidity or dust levels can affect the pump's performance. Evaluate installation space as well. Some pumps take up more room than others. This can lead to complications during maintenance or upgrades.
Reliability is key in industrial settings. Look for pumps with a proven track record. This may involve assessing past performance data or user reviews. Keep in mind that a well-maintained pump can provide steady operation. Yet, over time, even the best pumps may need refurbishment or replacement. Make a plan for regular check-ups to maintain efficiency.
Canned motor pumps have become a popular choice for industrial applications due to their unique design. They are sealed units, which means that the motor and pump are enclosed together. This helps prevent leaks and reduces the risk of contamination, making them ideal for sensitive environments. However, understanding their maintenance requirements is crucial for maximizing their lifespan.
Regular maintenance is key to the longevity of canned motor pumps. Routine inspections can help identify early signs of wear or damage. Keeping the pump clean and free from debris can improve performance. Operators should monitor operating temperatures and vibrations closely. Ignoring these details may lead to significant issues over time. Using scheduled preventive maintenance can sometimes feel burdensome, but it is essential for reliability.
Moreover, while these pumps are known for durability, they are not infallible. Components can wear out over time and may require replacement. Operators should be aware of potential signs, such as unusual noise or decreased efficiency. Addressing these issues promptly can prevent costly repairs and downtime. Balancing performance and maintenance needs is often a continuous journey in industrial settings.