Sealless Pumps for a Safer and Greener World

In the realm of fluid handling, the canned motor pump has emerged as a preferred choice across various industries. According to a recent market report by ResearchAndMarkets, the global pump market is expected to grow significantly, driven by the rise of the canned motor pump. This innovative technology reduces risks of leakage, making it ideal for hazardous materials.
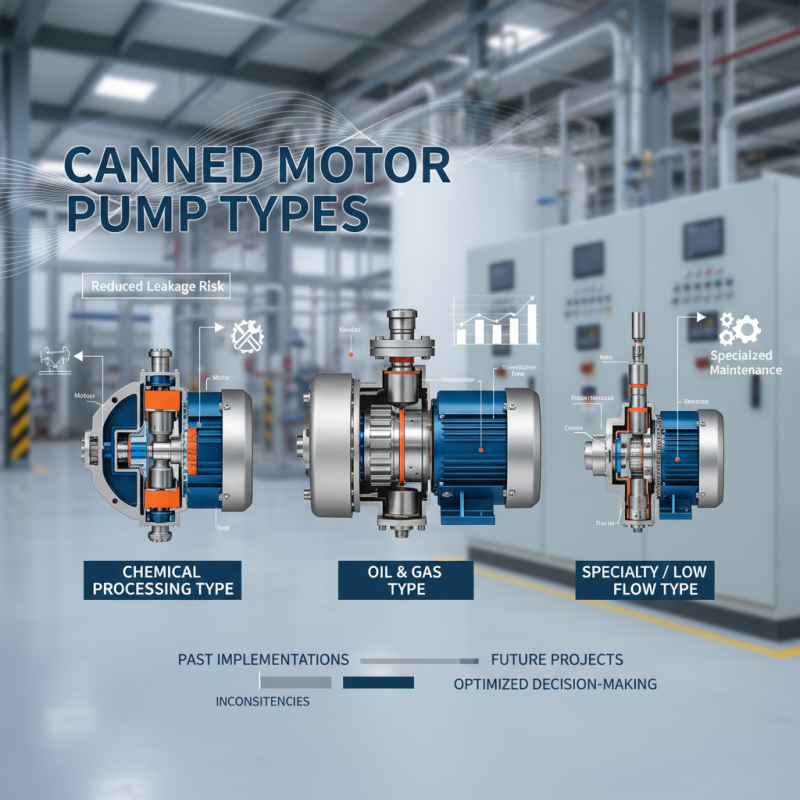
Canned motor pumps operate with a unique design where the motor and pump are integrated, enhancing both efficiency and reliability. The flow rates can vary, catering to distinct operational needs. Industries like chemical processing and oil & gas benefit greatly from these pumps. However, challenges exist. For instance, initial costs can be high, and maintenance requires specialized training.
Choosing the right type of canned motor pump can be overwhelming. Detailed technical specifications, performance data, and application suitability are crucial. Not every pump fits every need. Reflections on past implementations reveal inconsistencies in pump performance. Understanding these factors can guide better decision-making for future projects.
Canned motor pumps are essential components in many industrial applications. They integrate the motor and pump in a single unit, which minimizes leakage. According to a recent industry report, these pumps can achieve efficiency ratings above 80%. This is significant in reducing operational costs and energy consumption.
The functionality of a canned motor pump involves transporting various fluids while preventing contamination. They are ideal for handling aggressive or hazardous liquids. A notable advantage lies in their compact design, allowing for easier placement in tight spaces. However, maintenance can be tricky. Users often overlook the need for regular checks, leading to potential failures.
**Tip:** Always assess your system's requirements before selection. Each application demands a specific flow rate and pressure. Also, some canned motor pumps might not suit all fluid types. Understanding compatibility is crucial.
In many cases, the upfront cost may cause hesitation. Yet, the long-term savings on energy and maintenance often outweigh initial expenditures. Ignoring suitable options may lead to inefficiencies. Every selection should reflect a balance between performance and reliability.
| Pump Type | Application | Advantages | Disadvantages |
|---|---|---|---|
| Vertical Canned Motor Pump | Industrial applications, water supply | Space-saving design, high efficiency | Higher initial cost, limited flow rate |
| Horizontal Canned Motor Pump | Chemical transfer, water circulation | Easy maintenance, good for viscous fluids | Requires more space, potential cavitation issues |
| Submersible Canned Motor Pump | Wastewater treatment, dewatering | Can operate underwater, rugged design | Heat dissipation issues, complex installation |
| Magnetic Drive Canned Motor Pump | Food processing, hazardous fluids | No mechanical seal, leak-proof | Lower maximum pressure, sensitive to dry running |
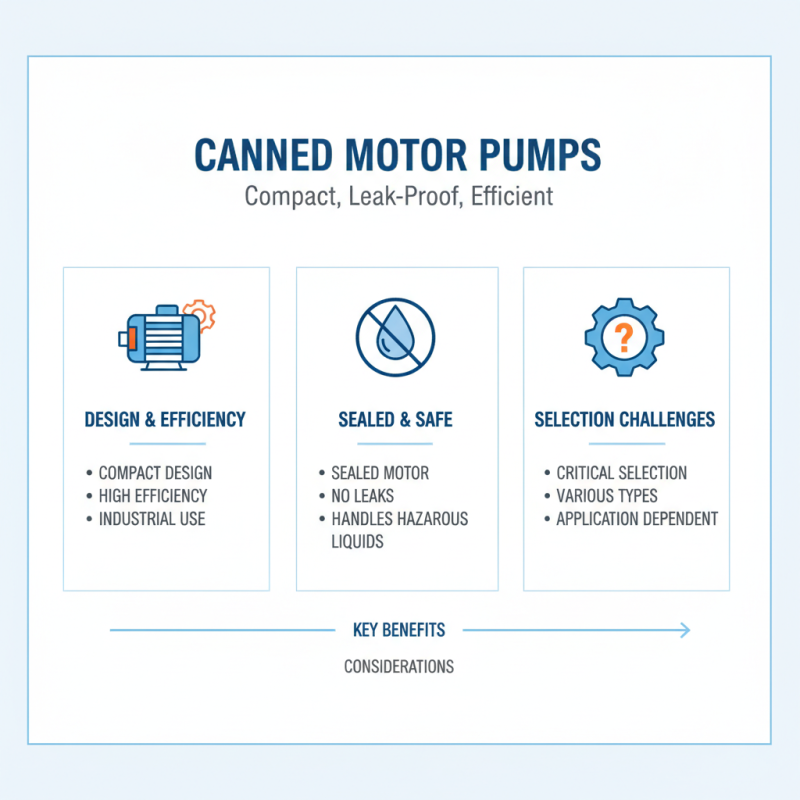
Canned motor pumps are known for their compact design and efficiency. They are widely used in various industries. These pumps have a sealed motor, which eliminates the risk of leaks. This feature is crucial for handling hazardous liquids. However, selecting the right type can be challenging.
There are several types of canned motor pumps available. Vertical and horizontal configurations are common. Vertical pumps save space but may require more maintenance. Horizontal pumps are easier to install. Each type serves different applications, which can lead to confusion. It is essential to consider your specific needs carefully.
Canned motor pumps are suitable for many liquids, including chemicals and water. However, they may not perform well at extreme temperatures. It's important to analyze your operating conditions. Deciding on the best type involves a thorough understanding of these factors. Many times, users overlook the importance of proper installation and maintenance, which can lead to inefficiencies.
Canned motor pumps are vital in various industries. They are widely used in chemical processing, water treatment, and HVAC applications. Their design minimizes leakage risks. This is crucial in sensitive environments like pharmaceuticals and food processing. According to a recent market study, the global canned motor pump market is projected to grow by 5% annually, driven by increased demand for energy-efficient solutions.
In oil and gas, canned motor pumps handle critical fluids under high pressures. These pumps prevent contamination, making them essential in offshore platforms. The mining sector also benefits from these pumps. They handle abrasive materials while maintaining reliability. However, challenges exist. Sometimes, maintenance can be complex, requiring skilled technicians.
**Tips:** Regular inspection can extend pump life. Ensure proper seals to prevent leaks. Training staff on operational best practices enhances safety. Finally, consider a performance audit to identify potential inefficiencies. Understanding these details can lead to better decision-making in pump selection.
Canned motor pumps are becoming popular due to their unique advantages over traditional pumps. These pumps house the motor inside a sealed can, which means no leakage. This design protects the environment and enhances safety. Without external seals, there's a lower risk of failure, which can lead to costly downtime.
Moreover, canned motor pumps are often more compact. They take up less space, making them suitable for tight installations. Their efficiency is commendable, with fewer moving parts to wear out. This can mean less maintenance. However, potential users must consider the cost. They might be more expensive upfront than conventional options. The choice between the two types often requires careful thought.
Noise reduction is another advantage. Canned motor pumps usually operate more quietly. This can be significant in residential or sensitive environments. Yet, not every application suits this pump type. For high-pressure scenarios, traditional pumps may still perform better. Evaluating specific needs is essential before deciding.
When choosing a canned motor pump, several key factors come into play. First, consider the application. Will it handle water, chemicals, or other specific materials? The pump's material should be compatible with what you plan to use. For example, stainless steel is great for corrosive substances, while plastic might suit less aggressive fluids.
Another important factor is the pump’s capacity. Assess the flow rate you need. It’s critical to choose a pump that can meet the required output without straining. Pumps that are too small can lead to failures and inefficiencies. Pay attention to the motor specifications. Look for energy efficiency ratings that can keep your operational costs down.
**Tip:** Always review maintenance requirements. Some pumps may need frequent checks, while others are designed for low maintenance.
Don't overlook noise levels. Some applications require quieter operations. Think about where the pump will be installed. Will noise be an issue for nearby workers or residents? Also, consider the dimensions. Ensure that the pump fits in the intended space without compromising its performance.
**Tip:** Test the pump in a controlled environment. This can unveil any flaws before full-scale implementation.